Nuolat besivystančioje tikslios gamybos srityje labai svarbu pasiekti pastovią kokybę ir užtikrinti efektyvumą. Tolerancijos - leistinas matmenų pokytis - atlieka lemiamą vaidmenį išlaikant pagamintų dalių vientisumą ir funkcionalumą. Apdorotų ruošinių apribojimų ir tinkamumo poreikis daugiausia atsirado dėl būdingo gamybos metodų netikslumo ir dėl to, kad daugumos ruošinių dydžio „tikslumas“ buvo nereikalingas.
Kai inžinieriai kalba apie tiksliąją gamybą, viena iš pirmųjų temų, kuri iškyla, yra apdirbimo tolerancijos, kurios apibrėžia, kiek gali kisti detalės matmuo, užtikrinant tinkamą detalės veikimą. Be matmenų tolerancijų, inžineriniuose brėžiniuose dažnai nurodomi ir kiti svarbūs reikalavimai, įskaitant geometrinį tikslumą, paviršiaus apdailą ir tekėjimą.
Šiame straipsnyje detaliai nagrinėjami tarptautiniai standartai ISO 286 (EN 20286-2) ir ISO 2768, kurie apibrėžia velenų ir angų tolerancijas, bendrąsias leistinas nuokrypas, suleidimo sistemas ir kitus parametrus, svarbius užtikrinant gaminio kokybę ir tinkamumą.
ISO 286: Angų ir Velenų Tolerancijos bei Leidžiamieji Nuokrypiai
ISO 286 (taip pat žinomas kaip EN 20286-2) yra standartizuota sistema, skirta nustatyti leistinus nuokrypius ir suderinamus komponentus, ypač angas ir velenus. Šis standartas pateikia dažniausiai naudojamų angų ir velenų tolerancijos klasių (zonų) ribines nuokrypas, apskaičiuotas pagal pateiktą informaciją. EUROLAB su savo moderniausiomis akredituotomis laboratorijomis ir ekspertų komanda siūlo tikslias ir greitas testavimo paslaugas pagal EN 20286-2 testą.
ISO 286 apibrėžia ribinių verčių ir atitikmenų sistemą, skirtą sujungiamoms detalėms. IT lygis - skaičius (pvz., 5, 6, 7), nusakantis tolerancijos laipsnį.
Pagrindinės Sąvokos
Norint suprasti tolerancijų sistemas, svarbu susipažinti su pagrindinėmis sąvokomis:
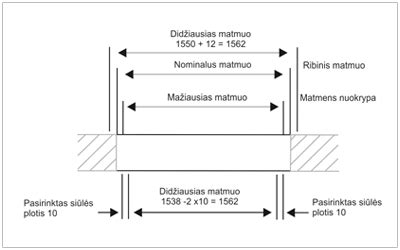
- Nominalieji matmenys: Tai matmenys, nustatyti skaičiavimo, eksperimentiniu ar kitu būdu, įvertinant funkcinę jo paskirtį. Jie naudojami kaip bazė nuokrypiams skaičiuoti.
- Ribiniai matmenys: Didžiausias ir mažiausias leistinas matmuo. Detalės matmuo turi būti ne didesnis už didžiausią ribinį matmenį.
- Tikrieji matmenys: Matavimo būdu nustatyti matmenys, kai matavimo tikslumas yra leidžiamas arba pakankamas.
- Nuokrypiai: Skirtumas tarp atitinkamo ir nominaliojo matmens.
- Viršutiniai nuokrypiai: Skirtumas tarp didžiausio ribinio matmens ir nominaliojo.
- Apatiniai nuokrypiai: Skirtumas tarp mažiausio ribinio matmens ir nominaliojo.
- Pagrindinis nuokrypis: Viršutinis arba apatinis nuokrypis, kuris yra arčiau nulinės linijos (nominaliojo matmens). Jis charakterizuoja suleidimą ir nusako tolerancijos lauko padėtį nulinės linijos atžvilgiu.
- Leidžiamoji nuokrypa (tolerancija): Skirtumas tarp didžiausio ir mažiausio ribinių matmenų, lygus skirtumui tarp viršutinio ir apatinio nuokrypių. Tolerancija yra visada teigiamas dydis, charakterizuojantis matmens tikslumą.
Suleidimo Sistemos
Suleidimo sistema apibrėžia, kaip skylės ir veleno tolerancijos laukai sąveikauja, siekiant nustatyti tarpelį (laisvą suleidimą) arba įvaržą (standų suleidimą).
Skylės Suleidimo Sistema
Skylės pagrindo sistemoje (dažniausiai pasitaikančioje) skylės esminis nuokrypis yra H (EI = 0), o veleno raidė keičiama, kad būtų pasiektas norimas atitikimas. Esant tam pačiam nominaliųjų matmenų intervalui ir tikslumo laipsniui, ribiniai skylės matmenys yra nekintami, o norimi suleidimai gaunami atitinkamai parenkant veleno matmenis. Tokia skylė vadinama pagrindine skyle. Jos tolerancijos lauko padėtis yra nusakoma pagrindiniu nuokrypiu H, kuris lygus 0, ir tolerancijos laukas išsidėstęs į pliusą. Apatinis nuokrypis EI = 0 visoms H skylėms. Didesnis nuokrypis ES = EI + IT = IT (tolerancijos laipsnio plotis).
Veleno Suleidimo Sistema
Veleno sistemoje, esant tam pačiam nominaliųjų matmenų intervalui ir tikslumo laipsniui, ribiniai veleno matmenys yra nekintami, o norimi suleidimai gaunami atitinkamai parenkant skylės matmenis. Toks velenas vadinamas pagrindiniu velenu. Jo tolerancijos lauko padėtis yra nusakoma pagrindiniu nuokrypiu h, kuris lygus 0, ir tolerancijos laukas išsidėstęs į minusą.
Ribinių Matmenų Skaičiavimo Tvarka ir Žymėjimas
ISO sistemoje ribiniai matmenys skaičiuojami pagal nominalųjį matmenį, tolerancijos lauką ir tikslumo laipsnį. Tolerancijos laukas žymimas raidėmis (pvz., H, h), o tikslumo laipsnis - skaičiais (pvz., 6, 7). Pavyzdžiui, skylės skersmuo 20 mm, nurodytas kaip 20H7, reiškia 20 mm nominalų skersmenį, H tolerancijos lauką ir 7-tąjį tikslumo laipsnį.
Suleidimo Žymėjimas
- Suleidimas skylės sistemoje su tarpeliu (SSST): žymėjimas nurodo, kad tarp skylės ir veleno yra tarpas.
- Suleidimas skylės sistemoje su įvarža (SSSĮ): žymėjimas nurodo, kad tarp skylės ir veleno yra įvarža.
- Suleidimas veleno sistemoje su tarpeliu (SVST): žymėjimas nurodo, kad tarp skylės ir veleno yra tarpas.
- Suleidimas veleno sistemoje su įvarža (SVSĮ): žymėjimas nurodo, kad tarp skylės ir veleno yra įvarža.
Ši skaičiuoklė apima dažniausiai pasitaikančius skylės-pagrindo sistemos tolerancijų derinius. Veleno-pagrindo sistemų arba retesnių tolerancijų žymėjimų atveju rekomenduojama peržiūrėti visą ISO 286 standartą.
ISO 2768: Bendrosios Tolerancijos Techniniuose Brėžiniuose
Kasdieniuose inžineriniuose brėžiniuose daugelis vartotojų mėgsta cituoti tokias frazes kaip „dėl nenurodytų leistinų nuokrypių, vadovaukitės ISO2768-m“ arba „neapibrėžtiems nuokrypiams, laikytis ISO2768-mK“. ISO 2768 yra tarptautinis standartas, skirtas supaprastinti ir supaprastinti leistinų nuokrypių specifikaciją techniniuose brėžiniuose. Tai pašalina poreikį atskirai nurodyti kiekvienos funkcijos leistinus nuokrypius, supaprastinant projektavimo ir gamybos procesus.
ISO 2768 yra suskirstytas į dvi pagrindines kategorijas, kuriose nagrinėjami skirtingi tolerancijos aspektai: bendrosios tolerancijos ir geometrinės tolerancijos.
ISO 2768-1: Linijinių ir Kampinių Matmenų Tolerancijos
ISO 2768 dalis 1, pavadinta „Nenurodytos linijinių ir kampinių matmenų tolerancijos“, yra esminis ISO 2768 standarto komponentas. Jame pateikiamos numatytosios linijinių ir kampinių matmenų tolerancijos, kurios nėra aiškiai nurodytos techniniuose brėžiniuose. Tai apima tokius matmenis kaip ilgis, plotis, aukštis ir storis, taip pat skersmenys, spinduliai ir nuožulnumo aukščiai. ISO 2768 dalis 1 taikoma linijiniams ir kampiniams matmenims techniniuose brėžiniuose, kur nenurodyta jokia konkreti paklaida. Jis skirtas naudoti tais atvejais, kai bendra apdirbimo praktika gali pasiekti reikiamą tikslumą. Didėjant vardiniam dydžiui, leistini nuokrypiai taip pat didėja.
Kampiniai matmenys apima nuožulnes, kampus ir kitas kampines savybes. Visiems dydžiams leistini kampinių matmenų nuokrypiai nurodyti kiekvienoje tolerancijos klasėje.
ISO 2768-2: Geometrinės Tolerancijos
ISO 2768-2 nurodo ISO dalį 2768, kuri reguliuoja geometrines tolerancijas, daugiausia dėmesio skiriant formai, orientacijai, vietai ir funkcijų nutrūkimo tolerancijoms. Ši kategorija apima savybių formą ir padėties tikslumą. Geometrinės leistinos nuokrypos padeda išlaikyti funkcionalumą, ypač mazguose, kur dėl nesutapimų gali kilti veikimo problemų. Šis standartas visų pirma skirtas dalims, pagamintoms naudojant medžiagų pašalinimo procesus, tokius kaip CNC apdirbimas.
Formos Tolerancijos
Atskirų ypatybių forma ir tai, kiek detalė gali nukrypti nuo idealios formos, yra kontroliuojama formos tolerancijos. Tiesumas ir lygumas yra tarp šių geometrinių leistinų nuokrypių.
Orientacijos Tolerancijos
Orientacijos leistinos nuokrypos kontroliuoja ypatybių išlygiavimą vienas kito atžvilgiu. Jos naudojamos siekiant užtikrinti, kad tam tikra detalės ypatybė būtų tinkamai orientuota į atskaitos taškus ar kitus požymius.
Padėties Tolerancijos
Padėties leistini nuokrypiai nurodo leistiną objekto padėties nuokrypį (tarp faktinės ir numatytos dalies padėties), pvz., plyšio, kaiščio ar skylės. Tai yra leistinos nuokrypos, kurios garantuoja, kad centrai, skylės ar kitos detalės yra tinkamai išdėstytos taip, kad jos tinkamai susijungtų montuojant.
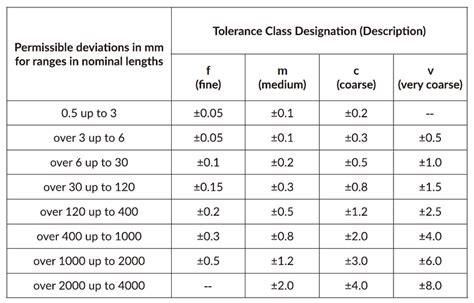
ISO 2768 Tolerancijos Klasės ir Pavyzdžiai
ISO 2768 pristato keturias tolerancijos klases, kad tikslumo lygis atitiktų programos poreikius. ISO 2768 pateikia numatytuosius nuokrypius pagal tolerancijos klasę (pvz., puikus, vidutinis). Pavyzdžiui, brėžinyje nurodytas skylės skersmuo 20 mm pagal ISO 2768-f. Puikiai tolerancijos klasei, leistinas nuokrypis gali būti ±0,1 mm.
ISO 2768-mk apima vidutinius (m) linijinių matmenų leistinus nuokrypius ir bendrą geometrinių paklaidų klasę K. ISO 2768-fk apibrėžia tikslią (f) linijinių matmenų toleranciją ir K geometrinių paklaidų klasę.
Paviršių Nuokrypiai
Be matmenų ir geometrinių tolerancijų, svarbios yra ir paviršiaus savybės.
Formos Nuokrypių Norminimas ir Žymėjimas Brėžinyje
Formos nuokrypiai apibrėžia paviršiaus nukrypimus nuo idealios geometrinės formos (pvz., tiesumo, plokštumo, apskritumo). Šie nuokrypiai norminami ir žymimi brėžiniuose pagal ISO standartus. Net jei detalės matmenys yra teisingi, ji vis tiek gali sugesti, jei jos forma ar išlyginimas yra netikslūs. Pavyzdžiui, guolio lizde labai svarbus lygumas ir cilindriškumas. Net 0.02 mm nuokrypis gali sukelti netolygų įtempių pasiskirstymą, dėl kurio guolis gali per anksti sugesti.
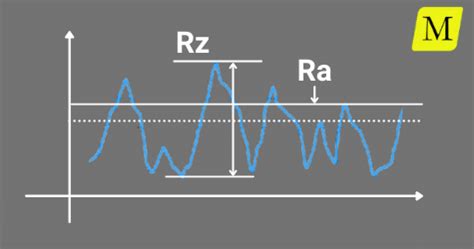
Paviršiaus Šiurkštumas
Paviršiaus šiurkštumas - tai aukšto dažnio paviršiaus nelygumai, darantys įtaką trinčiai, atsparumui dilimui, sandarinimo savybėms ir ilgaamžiškumui. Šiurkštumas žymimas brėžiniuose Ra, Rz ir kitais parametrais. Pavyzdžiui, velenas gali atitikti skersmens toleranciją, tačiau turėti šiurkštų paviršių, kuris padidina trintį arba greičiau susidėvi guolį. Geležinkelio stabdžių sistemose labai svarbu kontroliuoti kontaktinių trinkelių ir ratlankių paviršiaus apdailą.
Matavimo Paklaidos
Tikslaus matavimo užtikrinimas yra esminis tolerancijų taikymo aspektas.
Apibrėžimas ir Skirstymas
Matavimo paklaida - tai skirtumas tarp išmatuotos ir tikrosios dydžio vertės. Paklaidos skirstomos į sistemines (pastovios arba kintančios pagal tam tikrą dėsnį) ir atsitiktines (kintančios neprognozuojamai).
Pagrindiniai Matavimo Paklaidų Šaltiniai
- Matavimo priemonės paklaida: Paklaida, atsirandanti dėl matavimo priemonės netikslumo.
- Temperatūrinės paklaidos: Paklaidos, atsirandančios dėl temperatūros pokyčių matavimo metu.
- Subjektyvios paklaidos: Paklaidos, atsirandančios dėl matuotojo veiksmų (pvz., neteisingo prietaiso parinkimo, netikslaus ataskaitos paėmimo).
Paklaidų Mažinimo Metodai
Matavimo priemonės paklaida nustatoma kalibruojant priemonę su etalonu. Temperatūrinės paklaidos atsiranda dėl medžiagų plėtimosi arba traukimosi keičiantis temperatūrai. Šias paklaidas galima sumažinti naudojant termokompensacinius prietaisus, matuojant pastovioje temperatūroje arba atliekant korekcijas pagal temperatūros koeficientus.
Užlaidos Gamybos Procesuose
Pagrindinis mažos apimties gamybos uždavinys yra užtikrinti gaminio kokybę su minimaliomis bendromis sąnaudomis. Optimalus užlaidos nustatymas technologiniam apdirbimui yra labai svarbus.
Užlaidos Samprata ir Reikšmė
Užlaida yra vadinamas medžiagos sluoksnis, kurį reikia pašalinti nuo ruošinio, norint gauti nustatytas apdirbamo paviršiaus savybes (matmenį, formą, kietumą, šiurkštumą ir t.t.). Užlaida, pašalinama atliekant vieną technologijos operaciją, yra vadinama operacijos užlaida. Operacijos užlaida ne visada pašalinama vienu kartu. Jeigu užlaida pašalinama viena technologijos pakopa, ji vadinama pakopos užlaida. O visų operacijų metu pašalinamos užlaidos suma sudaro bendrą užlaidą.
Užlaidos yra matuojamos apdirbamajam paviršiui statmena kryptimi. Jos gali būti simetrinės ir nesimetrinės. Jei nuo abiejų ruošinio ašonų pašalinamas vienodas medžiagos sluoksnis, tokia užlaida vadinama simetrine, o jei nevienodas - nesimetrine. Užlaidos gali būti nurodomos vienam arba dviem ašonams. Simetrinės sukimosi paviršių užlaidos dažnai nurodomos skersmeniui ir žymimos 2z.
Nuo užlaidos dydžio priklauso gaminio savikaina ir kokybė. Padidinus užlaidą, padidėja visos gaminio savikainos dedamosios (daugiau nudils įrankis, bus sunaudota daugiau elektros energijos ir t.t.). Be to, užlaida gali įtakoti visą gamybinį procesą, įrankių sunaudojimą ir broko tikimybę. Kuo daugiau operacijų reikės užlaidai pašalinti, tuo ilgesnis ciklas bus detalei pagaminti, tuo didesnė bus jos savikaina. Užlaidos sumažinimas gali padidinti broko tikimybę. Užlaidos dydis turi svarbią reikšmę projektuojamam technologijos procesui.
Optimalios Užlaidos Nustatymas
Reikia siekti optimalios užlaidos. Optimalios užlaidos nustatymas siejasi su ruošinio matmens ir tarpinių ruošinio apdirbimo matmens ir tolerancijos nustatymu. Ruošinys turi būti pagamintas pakankamai tiksliai, jeigu toliau jį numatoma apdirbti automatiniu matmens gavimo būdu, nes netikslų ruošinį sunku tvirtinti įtaisuose ir pasiekti reikiamą apdirbimo tikslumą.
Faktoriai, Įtakojantys Užlaidos Dydį
Faktoriai, įtakojantys užlaidos dydį, yra šie:
- Ruošinio gavimo metodas (rankinis ar mašininis formavimas; ruošinio liejimo būdas; kaltas ar štampuotas ruošinys ir t.t.);
- Apdirbamo paviršiaus būklė (šiurkštumas, defektai);
- Reikalingas detalės tikslumas;
- Apdirbimo metodas;
- Įranga;
- Pjovimo įrankiai;
- Terminis apdirbimas;
- Matavimo priemonės.
Užlaidos Nustatymo Metodai
Prof. V.M. Kovano užlaidos nustatymo metodas grindžiamas fizinių reiškinių, atsirandančių detalės paviršiuje apdirbimo proceso metu, tyrimais. Užlaidų skaičiavimams galima naudoti kompiuterius. Mašininėje gamyboje užlaidos dažnai parenkamos iš lentelių, pateikiamų standartuose ir žinynuose. Šis metodas remiasi įmonės patirtimi.
Minimalios užlaidos dedamosios kompensuoja užlaidos nelygumus, gautus dėl erdvinių nukrypimų, pastatymo paklaidos ir nekontroliuojamų formos paklaidų. Užlaidos parenkamos atsižvelgiant į gamybos sąlygas. Siekiant išvengti broko dėl per mažos užlaidos, lentelėse nurodomos padidintos jos vertės.
Kopijavimo Reiškinys Apdirbant Vienu Ėjimu
Dirbant automatiniu matmens gavimo būdu ir vienu ėjimu nupjaunant užlaidą dėl tampris sistemos nuspaudimų atsiranda kopijavimo reiškinys. Dėl to, apdirbant mažiausio matmens ruošinį, esant mažiausiam pjovimo gyliui, įrankis nuo paviršiaus bus atstumiamas mažiausiai ir gausime mažiausią matmenį. Apdirbant didžiausią ruošinį, kurio matmuo yra didžiausias, pjovimo gylis bus didžiausias ir veiks didžiausia įrankį nuo ruošinio stumianti jėga. Po apdirbimo gausime didžiausią matmenį.
Tarpinių Matmenų Skaičiavimas
Tarpiniai matmenys skaičiuojami siekiant patikrinti apdirbimo teisingumą. Skaičiuojami tarpiniai apdirbamojo paviršiaus matmenys, apdirbant išorinį cilindrinį paviršių iš anksto numatytomis staklėmis. Tarkime, kad detalei iš ruošinio pagaminti reikalingos trys operacijos: rupusis, glotnusis ir tikslusis tekinimas. Schema pradedama sudaryti nuo darbo brėžinyje duotos baigtos detalės matmens d3min ir d3max, kurie gaunami po paskutinės - tiksliojo tekinimo - operacijos.
ISO Standartų Privalumai Gamyboje
ISO 2768 ir ISO 286 suteikia standartizuotą požiūrį į leistinus nuokrypius gamyboje, supaprastinantis dizainą, bendravimą ir gamybos procesus. Kiekviena apdirbta detalė turi atitikti tam tikrus reikalavimus, įskaitant matmenų tolerancijas, geometrinį tikslumą, paviršiaus apdailą ir lygiavimą. Šios specifikacijos užtikrina, kad komponentai tinkamai tiktų, veiktų sklandžiai ir patikimai sudėtingomis sąlygomis.
Šie standartai ne tik pašalina poreikį techniniuose brėžiniuose nurodyti kiekvieno matmens leistinus nuokrypius, bet ir labai supaprastina gamybos procedūras bei projektavimą. ISO standartizuoja leistinus nuokrypius, kad pagerintų sąveiką užtikrinant, kad dalys, pagamintos skirtingose vietose, derės į mazgus. Standartizuodamas toleranciją, ISO skatina pasaulinį bendradarbiavimą. Tai leidžia paslaugų teikėjams iš skirtingų sričių dirbti kartu be problemų. Ši universali sistema ne tik sumažina dviprasmiškumą, bet ir užtikrina suderinamumą tarpvalstybiniu mastu.
Priėmimas ISO 2768 ir ISO 286 į projektavimo ir gamybos procesus gali lemti sklandesnę veiklą, geresnį bendradarbiavimą ir geresnius produktus. Norint pasiekti funkcionalumo pusiausvyrą, labai svarbu pasirinkti tinkamą toleranciją, tinka, kaina ir pagaminamumą. Per griežti leistini nuokrypiai gali padidinti gamybos sudėtingumą ir padidinti išlaidas, o pernelyg laisvi nuokrypiai gali pakenkti dalių veikimui ir surinkimui.
tags: #iso #velenu #tolerancijos